联系人:杨杰
手机号:13967826000
应急电话:15990255860
座机号:0574-86020398
浙江省宁波市北仑区白峰街道强峰路8号1幢1号-2,2幢1号

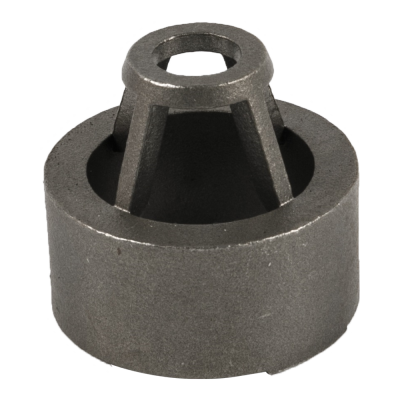
熔模铸造厂方法的另一权益是,它可以铸造各种各样金属的混乱的铸件,尤其可以铸造高温合金铸件。如喷气式发动机的叶面,其流线形外ꦯ部轮廓与制冷用内壁,用机械加工工艺几乎没法组成。用熔模铸造加工工艺生产不只可以保证大批量生产,确保了铸件的一致性,并且防止了机械加工制造后残余刀纹的♒内应力汇合。
熔模铸件规范精度较高,一般可达CT4-6(砂型铸造为CT10~13,铝压铸为CT5~7),自然因为熔模铸造的加工工艺过程杂乱,危害铸件规范精度的因素较多,例如模料的减少、熔模的形变、型壳在升温和制冷过程中的线量修改、铝合金的减少率及其在凝结过程中铸件的形变等,因此一般熔模铸件的规范精度尽管较高,但其一致性仍需前行(采用中、持续高温蜡料的铸件规范一致性要前行很多)。
联系人:杨先生
电话:15058288786 0574-86020378
传真:0574-86020399
邮编:315814
地址: 浙江省宁波市北仑区白峰镇小门工业区强峰路8号