联系人:杨杰
手机号:13967826000
应急电话:15990255860
座机号:0574-86020398
浙江省宁波市北仑区白峰街道强峰路8号1幢1号-2,2幢1号

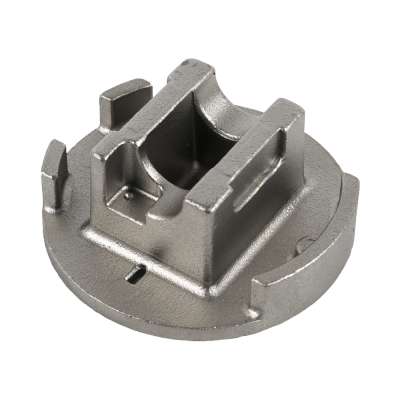
精密铸造厂家的小细节加工工艺特性详细介绍精密铸造厂家的设备作用比铸铁高,但其铸造功能却比铸铁差。由于精密铸造厂家的溶点较高,钢液易空气氧化、钢液的流通性差、减少大,其体缩短率是10~14%,线减少为1.8~2.5%。为防止不锈钢铸件发病浇缺乏、冷隔、缩松和缩松、裂痕及夹渣等缺点,必须采取比铸铁杂乱的加工工艺方式:
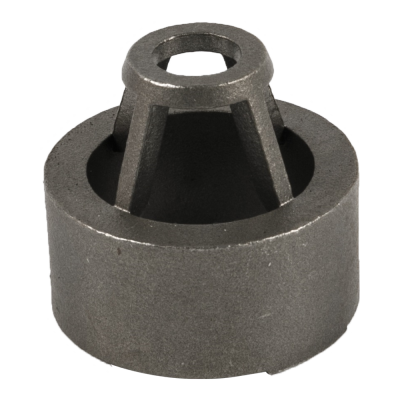
1、由于精密铸造厂家的减少大大超越铸铁,为防止铸造件产生缩松、缩松缺点,在锻造工艺上大多数采用浇口和、直浇道和补贴等方式,以完成广论凝结。
2、由于钢液的流通性差,为防止精密铸造不锈钢铸件发病冷隔和浇缺乏,不锈钢铸件的厚度不可以低于8mm;浇注管理体系的构造务求简单、且横截面限度比铸铁的大;采用干铸型或热铸型;适当前行浇注温度,一般为1520°~1600℃,由于浇注温度高,钢液的氢压大、坚持不懈液体的时间长,流通性可获得改善。
联系人:杨先生
电话:15058288786 0574-86020378
传真:0574-86020399
邮编:315814
地址: 浙江省宁波市北仑区白峰镇小门工业区强峰路8号